Gazpack Sulabead® 200 system
Das Sulabead®-200-System ist ein Konzept, das entwickelt wurde, um den Bedarf an kleineren Kapazitäten mit einer kompakteren und kostengünstigeren Lösung zu erfüllen, um von Biogas zu erneuerbarem Erdgas (RNG) aufzurüsten.
Sulabead® 200 system
Das Sulaway®-System wurde entwickelt, um große Mengen an erneuerbarem Erdgas (RNG) aufzurüsten. Und für kleinere Kapazitäten führte Gazpack das Sulabead®-200-System ein.
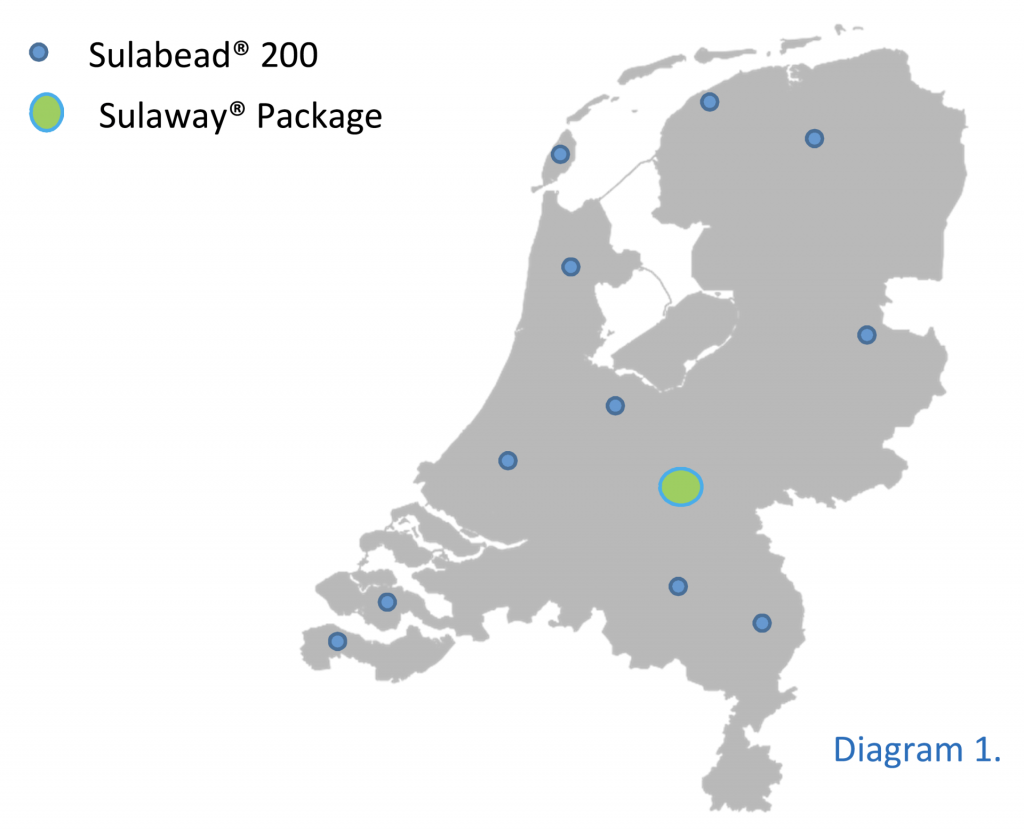
Das Sulabead®-200-System basiert auf einem Cluster-Prinzip. Das bedeutet, dass mehrere kleinere Einheiten an verschiedenen Orten platziert werden, um das RNG vor Ort zu sammeln. Sobald der Sulabead®-Turm gesättigt ist, wird der Turm mitgenommen und zu einem zentralen Ort transportiert, an dem sich ein Sulaway®-Paket befindet, was die Weiterverarbeitung des RNG ermöglicht. (siehe Diagramm 1)
Das Sulabead®-200-System besteht aus einem Wasserabscheider, einem Kompressor/Trockner-Set und zwei Sulabead® Filtertürmen, die alle in einem kompakten Lagersystem gelagert werden. Alle Sulabead®-Stationen sind mit einem Gasleckalarm ausgestattet.
Prozesszyklus
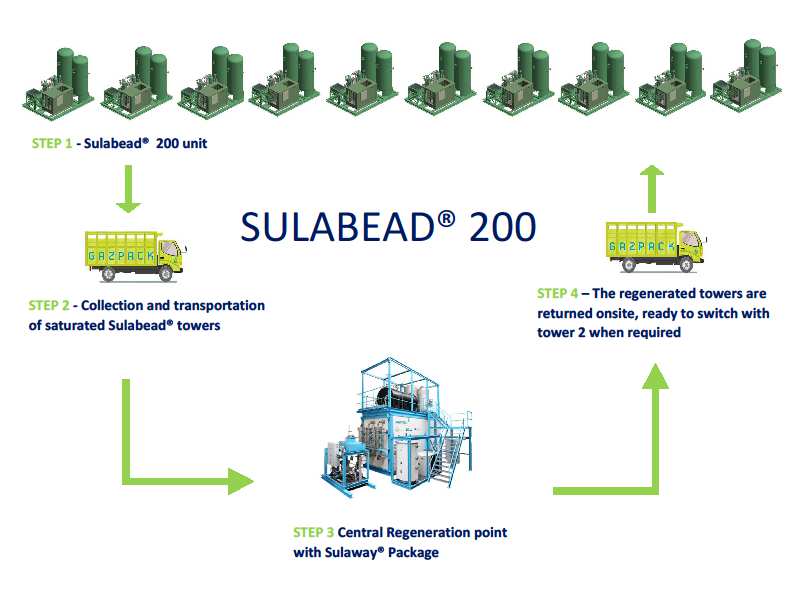
Das Diagramm skizziert die vier Schritte, die das System befolgt. Diese vier Schritte lauten wie folgt:
- Schritt 1: Das Konzept hinter dem Sulabead®-200-Verfahren besteht darin, einzelnen Standorten kleinere, kompaktere und kostengünstigere Sulabead®-Einheiten zur Verfügung zu stellen, mit denen ihr erneuerbares Erdgas (RNG) gesammelt und teilweise verarbeitet werden kann.
- Schritt 2: Sobald der Sulabead®-Filterturm vollständig gesättigt ist, wird er zu einer zentralen Sammelstelle transportiert.
- Schritt 3: Am zentralen Standort befindet sich ein Sulaway®-Paket. Hier werden die gesättigten Türme regeneriert.
- Schritt 4: Sobald die Türme regeneriert sind, werden sie zurück auf die Baustelle transportiert, wo die Türme dann wieder in das System integriert werden.
Zu jedem Zeitpunkt ist nur ein Sulabead®-200-Filterturm in Betrieb, der von einem H2S-Sniffer aktiv überwacht wird. Der andere befindet sich im Standby-Modus. Wenn das gesammelte H2S-Niveau die voreingestellte Menge erreicht, wird ein Alarm ausgelöst, der eine Nachricht an den Controller sendet. Das System schaltet dann automatisch auf den zweiten (Stand-by) Turm um. Außerdem wird ein Signal an unsere Zentrale gesendet, dass der gesättigte Turm zur Regeneration bereit ist und die Abholung wird organisiert.
Vorteile
Was sind also die Vorteile des Sulabead®-200-Systems? Kurz gesagt sind die Vorteile wie folgt:
Wartungsarm
1. Wartungs- und Betriebskosten (das Sulabead®-200-System ist bis zu 15 % günstiger als Aktivkohle)
Keine Abfallnebenprodukte
2. Dieses System hat keine Abfallnebenprodukte. Alle produzierten ausgehenden Ströme sind vollständig wiederverwendbar oder wiederverkaufbar! (Saures Wasser kann als Nebenprodukt des Prozesses gesammelt und weiterverkauft werden)
Verbessern Sie das „grüne“ Image
3. Sulabead® 200 verbessert das grüne Image Ihres Unternehmens (Bei Carbon bleibt ein schmutziges Adsorptionsmittel zurück, das für die Umwelt unfreundlich und nicht recycelbar ist. Sulabead® hingegen ist regenerierbar und besteht ausschließlich aus natürlichen und wiederverwertbaren Materialien).
Standby-Sicherheitsspülsystem
Unser System kann für eine Vielzahl von Anwendungen wie Schlamm aus Wasseraufbereitungsanlagen, organische Abfälle, Energiepflanzen, Deponien und vieles mehr verwendet werden. Kurzum, überall wo Biogas produziert und gelagert wird, ist unser System einsetzbar! Der Prozess der Sulabead®- und Sulaway®-Pakete ist umweltfreundlich und nachhaltig! Alle ausgehenden Produkte sind wiederverwendbar und der Energieverbrauch ist durch die Wärmerückgewinnung gering.