Système Gazpack Sulabead® 200
Le système Sulabead® 200 est un concept développé pour répondre aux exigences de plus petites capacités avec une solution plus compacte et plus rentable pour mettre à niveau le biogaz en gaz naturel renouvelable (GNR).
Système Sulabead® 200
Le système Sulaway® est conçu pour mettre à niveau des quantités à grande échelle de gaz naturel renouvelable (GNR). Pour les plus petites capacités, Gazpack a conçu le système Sulabead® 200.
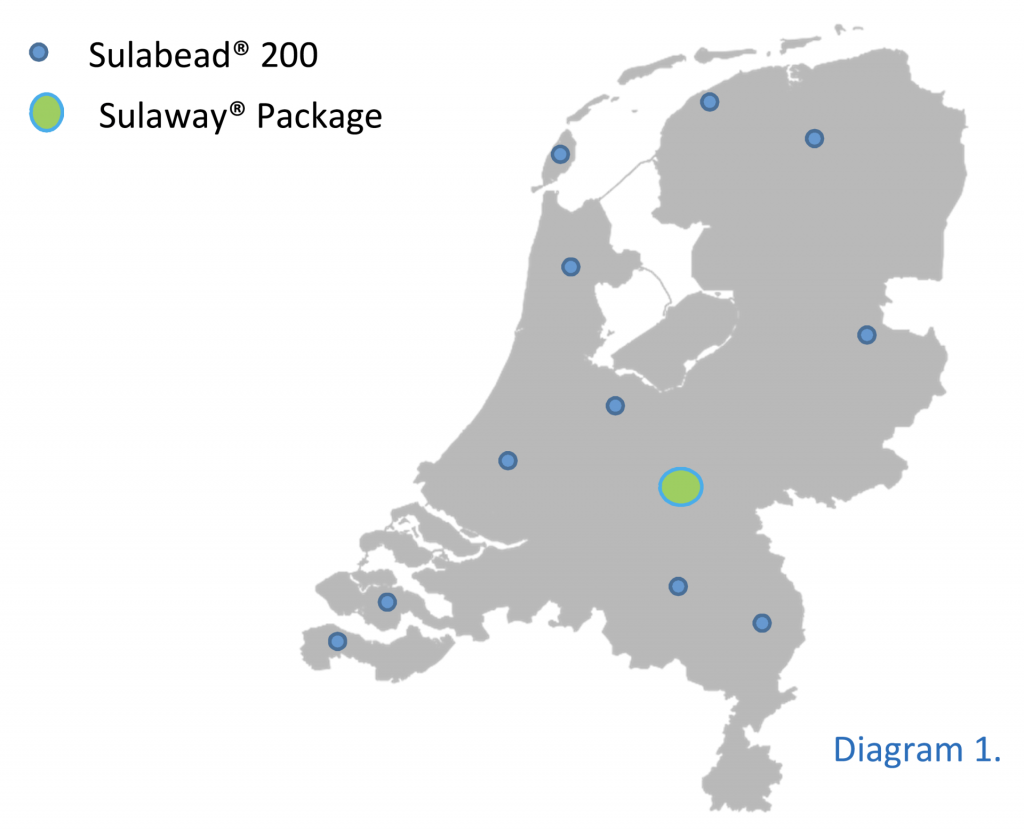
Le système Sulabead® 200 est basé sur un principe de cluster, ce qui signifie que plusieurs unités plus petites sont placées à divers endroits pour collecter le GNR sur site. Une fois la tour Sulabead® saturée, la tour est collectée et transportée vers un emplacement central où se trouve un système Sulaway® pour permettre au GNR d’être traité davantage. (voir schéma 1)
Le système Sulabead® 200 se compose d’un séparateur d’eau, d’un ensemble compresseur/sécheur et de 2 tours de filtration Sulabead®, tous stockés dans un système de stockage compact. Toutes les stations Sulabead® sont équipées d’une alarme de fuite de gaz.
Cycle du processus
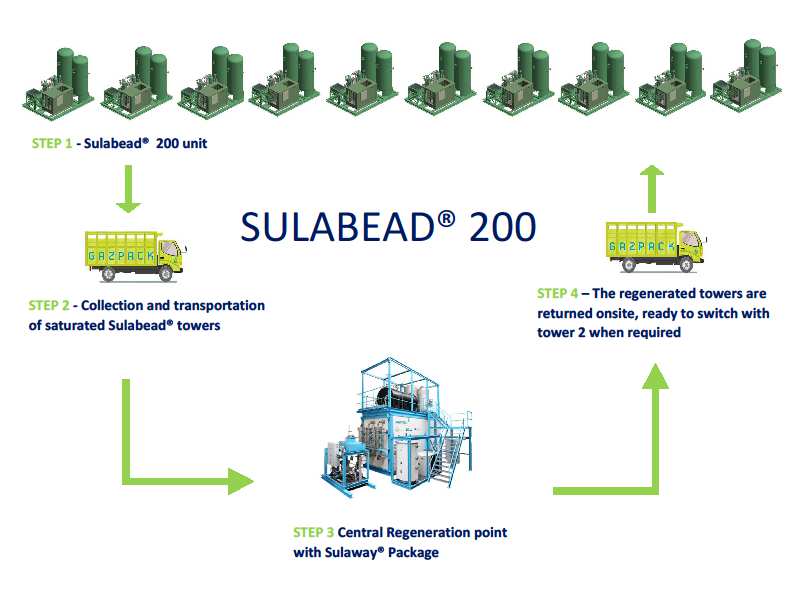
Le schéma décrit les 4 étapes suivies par le système :
- Étape 1: Le concept derrière le procédé Sulabead® 200 est de pouvoir fournir des unités Sulabead® plus petites, plus compactes et abordables à des emplacements individuels, permettant à leur gaz naturel renouvelable (GNR) d’être collecté et partiellement traité.
- Étape 2: Une fois que la tour de filtration Sulabead® est complètement saturée, elle est transportée vers un point de collecte central.
- Étape 3: Au point d’emplacement central se trouve un système Sulaway®. À ce niveau, les tours saturées sont régénérées.
- Étape 4: Une fois les tours régénérées, elles sont ramenées sur site où les tours sont ensuite réintégrées dans le système.
À tout moment, une seule tour de filtration Sulabead® 200 sera en service, activement surveillée par un renifleur de H2S. L’autre sera en mode veille. Lorsque le niveau de H2S collecté atteint la quantité prédéfinie, une alarme se déclenche en envoyant un message au contrôleur. Le système bascule alors automatiquement sur la deuxième tour (en veille). Un signal sera également envoyé à notre siège social, nous informant que la tour saturée est prête pour la régénération et la collecte sera organisée.
Avantages
Alors, quels sont les avantages d’utiliser le système Sulabead® 200 ? En termes simples, les avantages sont les suivants :
Peu de maintenance
1. Faibles coûts de maintenance et d'exploitation (le système Sulabead® 200 est jusqu'à 15 % moins cher que le charbon actif)
Pas de déchets sous-produits
2. Ce système n'a pas de sous-produits de déchets. Tous les flux sortants produits sont entièrement réutilisables ou revendables ! (L'eau acide peut être collectée et revendue comme sous-produit du processus)
Améliorer l'image "verte"
3. Sulabead® 200 améliorera l'image verte de votre entreprise (Avec le carbone, vous vous retrouvez avec un adsorbant sale, nocif pour l'environnement et non recyclable. Sulabead® cependant, peut être régénéré et est composé de tous les matériaux naturels et recyclables).
Système de purge de sécurité
Un certain nombre d'applications peuvent être utilisées à l'aide de notre système, telles que les boues des stations de traitement des eaux, les déchets organiques, les cultures énergétiques, les décharges et bien plus encore. Bref, partout où le biogaz est produit et stocké, notre système peut être utilisé ! Le processus des systèmes Sulabead® et Sulaway® est respectueux de l'environnement et durable ! Tous les produits sortants sont réutilisables et la consommation d'énergie est faible grâce à la récupération de chaleur.