
How it works
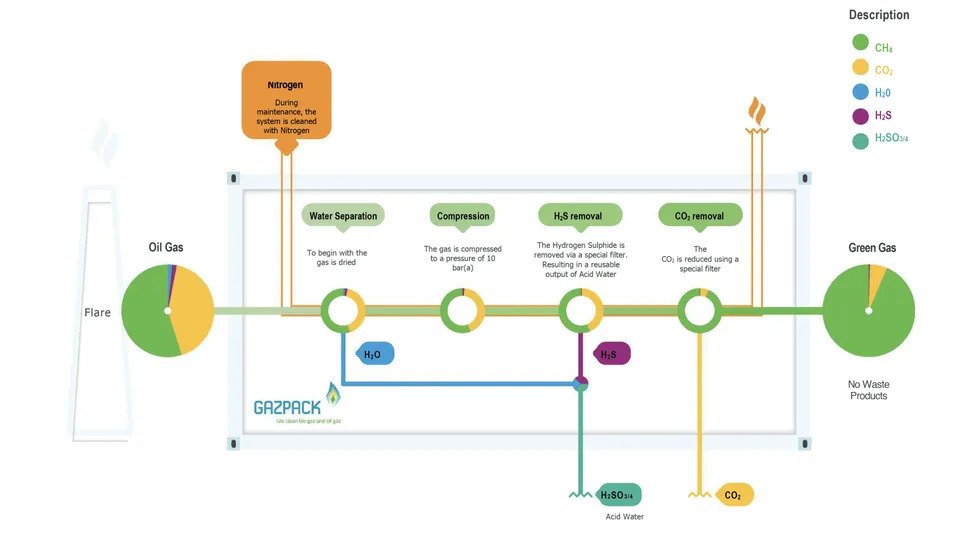
The biogas is passing through a cooler and separator to avoid liquid water entering the compressor (CO2 and H2S are not aggressive as long as they are gaseous). The gas is compressed by a screw compressor up to 10 bar(g), cooled down and water is separated in the after cooler. Two stage pre-filters remove all residue water out of the ongoing flow. These filters are mounted for extended maintenance interval.
The next step is removing H2S from the gas in a tower filled with the adsorbent Sulabead®. This adsorbent adsorbs H2S at ambient temperature. The other tower is regenerated by heating the system to a temperature above 100°C and gas is purged into a collector from which gas is blown into a U-tube and burned up to 900°C on the end of which we inject water where H2SO3/4 is created. The injected water is collected from different drain points upstream of the process.
When heavy hydrocarbons such as siloxane are present a guard tower is mounted before gas flows into the membranes.
The next step is CO₂ removal by use of membranes. In the first stage, gas is upgraded to the next stage and a mixture of CO2/CH4 is permeated and inserted back into the inlet of the compressor, in the second stage green gas is produced that is according to required Wobbe index (44-55 mJ/Nm3).
The permeate produced at the first stage is CO₂ gas suitable for green house growing.
For CO₂ removal several methods are available:
- Growing trees: Most successful and sustainable method.
- Injection in green houses
- Liquefaction
The permeate gas from the first stage membrane is compressed up to 55 bar(g) and led into the condenser which liquefies the CO2 gas at 11° C. The liquid CO2 is boosted up to a pressure of 150 bar(g) for the bottle distribution station.
District heating
Both packages are chilled water cooled for creating a high efficiency of all apparatus in the process line from compressor reverser up to membranes. This system creates hot water for district heating through a heat pump water chiller.
The actual heating capacity is more than might be expected for the absorbed power due to the condensation heat in the gas dryer and the condenser in the CO₂ circuit. This means more energy is recovered than used.
Purity control
We have two stage membranes CO2 for upgrading of CH4. In the first stage the CH4 content is increased from 55/65% up to 62/72% depending on inlet percentage. In the second stage final percentage will be reached according to Wobbe index requirement by controlling the CO2 value between 2 and 10, whatever is required.